
In modern laboratories, the efficiency of sample preparation can directly influence the accuracy and reliability of results. Across Australia, research and analytical facilities are increasingly adopting advanced centrifuge filter solutions to streamline workflows, reduce processing time, and improve overall output quality.
With growing demand in biotechnology, pharmaceuticals, and environmental testing, centrifuge filter solutions in Australia from Copure have become essential tools for rapid concentration and purification of biological samples.
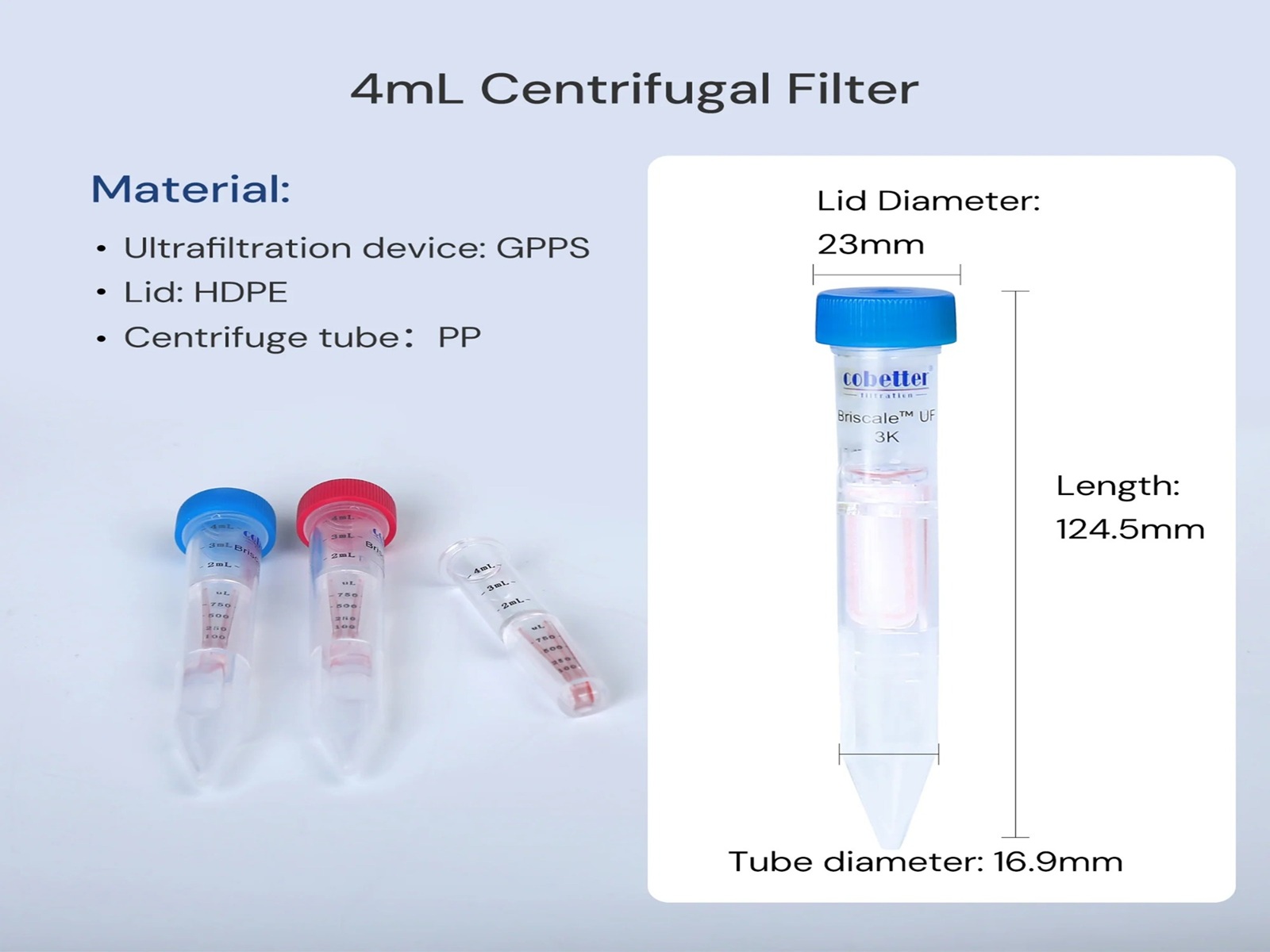
A centrifuge filter, also known as an ultrafiltration device, is designed to separate and concentrate biomolecules based on size using centrifugal force.
During operation:
This separation is controlled by the Molecular Weight Cut-Off (MWCO), which defines the size threshold of molecules that can pass through the membrane.
Centrifuge filters are widely used for:

Australia’s life sciences sector continues to grow, with increasing focus on high-purity research and biologics development. This growth has created a need for:
Traditional methods often involve multiple steps and extended processing times. In contrast, centrifuge filters enable:
These benefits make them a preferred choice for both research and industrial laboratories.
The performance of a centrifuge filter largely depends on its membrane material and design.
High-quality solutions, such as Cobetter’s Briscale™ centrifugal filters, utilise:
This advanced design ensures:
Low protein binding is particularly important in sensitive workflows, where sample integrity must be preserved.
Centrifuge filters from Copure are widely used to concentrate proteins, enzymes, antibodies, and other biological molecules. Their ability to deliver high recovery in a short time makes them highly efficient for routine and advanced applications.
After amplification or extraction processes, samples often contain unwanted components. Centrifugal filters help remove these impurities, ensuring cleaner samples for downstream analysis such as sequencing or cloning.
Replacing buffers is a critical step in many workflows. Centrifuge filters allow rapid buffer exchange without the need for time-consuming traditional methods, maintaining sample concentration and integrity.
In microbiology and virology, centrifuge filters are used to isolate and concentrate particles from complex media, improving detection sensitivity and purification efficiency.
Modern centrifuge filters are engineered to deliver measurable performance improvements:
These features allow laboratories to increase throughput while maintaining high-quality results.
Selecting the appropriate filter is critical for achieving optimal performance.
Choose an MWCO that is smaller than your target molecule to ensure proper retention.
For example:
This ensures efficient separation while allowing smaller impurities to pass through.
Match the filter capacity to your sample size:
Avoid overfilling, as it can reduce filtration efficiency and extend processing time.
Centrifuge filters are available in a range of formats, from 0.5 mL to 15 mL, allowing flexibility across different stages of research and production.
This scalability enables:
From an operational perspective, centrifuge filters offer clear advantages:
These benefits contribute to improved productivity and cost efficiency, particularly in high-throughput environments.
As laboratory workflows become more advanced, the demand for efficient and reliable filtration technologies will continue to rise.
Future developments are expected to focus on:
For Australian laboratories, investing in advanced centrifuge filtration solutions is key to maintaining competitiveness and meeting evolving industry standards.
Centrifuge filters have become indispensable tools in modern laboratories, offering speed, precision, and high recovery in a single step. Their ability to simplify complex workflows while maintaining data integrity makes them a valuable asset across multiple applications.
For organisations seeking reliable centrifuge filter solutions in Australia, advanced technologies like the Briscale™ series by Copure provide a powerful combination of performance, flexibility, and efficiency—supporting high-quality outcomes in today’s demanding laboratory environments.
For Further Enquiry Contact- sales@copure.com.au
Share:


